Industrial Power Equipment for Manufacturing Plants and Factories
Industrial Power Equipment for Manufacturing Plants and Factories
Reliable industrial power equipment is the difference between stable output and costly downtime in modern manufacturing. The practical takeaway is simple: design the electrical architecture around your process criticality, standardize equipment interfaces, and procure with a quality and service model that can support commissioning and long-term maintenance across sites.
If you are planning a new plant, a capacity expansion, or a multi-country rollout, contact Lindemann-Regner for a technical consultation or quotation. We deliver end-to-end solutions under “German Standards + Global Collaboration,” combining European-grade quality assurance with globally responsive delivery and support.
Industrial Power Equipment Architecture in Modern Manufacturing Plants
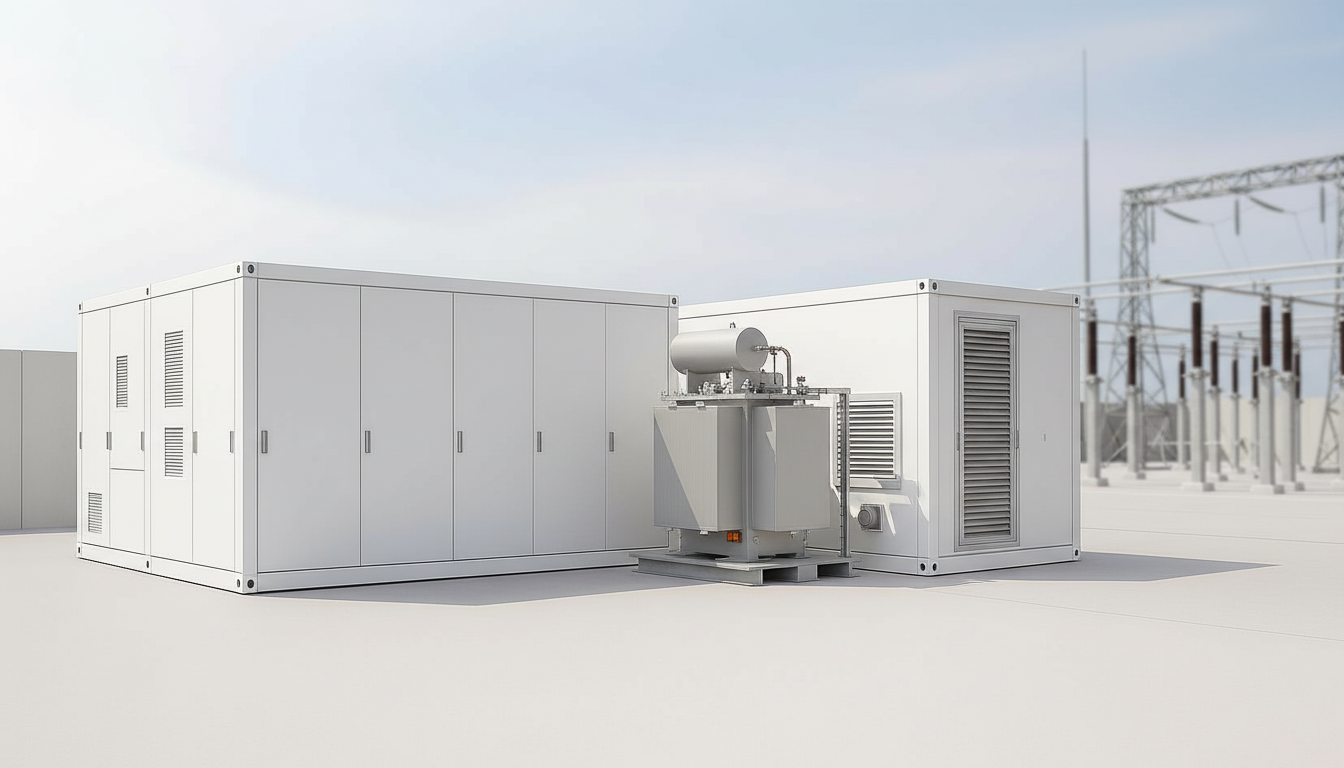
A modern factory power architecture should be built around a clear hierarchy: grid or on-site generation at the top, transformation and medium-voltage distribution in the middle, and low-voltage distribution close to loads. The best-performing plants intentionally separate “process-critical” power paths (that would halt production) from “business-critical” and “non-critical” loads, so a fault or maintenance event does not cascade into full-line stoppages.
From an engineering perspective, architectural choices should be made early because they determine protection philosophy, selectivity, spare parts strategy, and even how quickly you can replicate the design for future sites. Typical decisions include whether to use a main MV ring or radial feeders, whether to centralize transformers or distribute them closer to loads, and whether to adopt modular e-house substations to accelerate deployment. These decisions are also where European EN-based engineering discipline adds value, because documentation, maintainability, and lifecycle planning become part of the initial design—not an afterthought.
Finally, power architecture in manufacturing increasingly integrates monitoring and control as a baseline requirement. Even if you do not need a full SCADA system on day one, designing for structured data, event logging, and standardized communications reduces commissioning risk and improves troubleshooting speed. In global projects, consistency matters: a repeatable architecture reduces training effort, minimizes commissioning surprises, and simplifies supplier qualification.
Core Types of Industrial Power Equipment Used in Factory Operations
Most manufacturing sites use a stable set of equipment categories, each with a distinct role in safety, uptime, and power quality. Medium-voltage switchgear and ring main units (RMUs) manage incoming utility power and internal MV distribution. Transformers step voltage down for plant use. Low-voltage switchgear and motor control centers distribute power to production lines, while UPS systems and DC power support controls, IT, and automation networks.
The second layer is “power conditioning and resilience.” Depending on process sensitivity, this may include harmonic mitigation (filters), reactive power compensation (capacitor banks), voltage regulation, and backup power (generators or battery energy storage). In plants with high automation density—robots, VFD-driven motors, and precision drives—power quality is not a luxury; it’s an operational requirement. Poor power quality can manifest as nuisance trips, control instability, and increased thermal stress on equipment.
The third layer is measurement and protection. Metering, protective relays, arc-flash mitigation, and selective coordination are where uptime and safety intersect. A well-chosen protection scheme prevents minor faults from becoming plant-wide outages. In multi-site organizations, standardizing these “invisible” design choices often yields the fastest ROI because they reduce mean time to repair (MTTR) and improve maintainability.
| Equipment category | Typical role in factories | Key selection driver |
|---|---|---|
| MV switchgear / RMU | Utility intake and MV feeders | Reliability, safety interlocking, standards compliance |
| Transformers | MV-to-LV conversion | Efficiency, thermal design, insulation system |
| LV switchgear / MCC | Line distribution and motor control | Short-circuit rating, segregation, maintainability |
| UPS / DC systems | Controls, IT, automation continuity | Runtime, redundancy, battery strategy |
This table is a useful “first pass” for scoping. In practice, the selection driver is often linked to process criticality: the more expensive a minute of downtime is, the more you invest in resilience and maintainability.
Sizing Generators, Transformers and Switchgear for New Factories
Correct sizing begins with a load study that reflects real operating behavior, not just nameplate totals. For manufacturing, the challenge is that process loads are dynamic: motors start and stop, heaters cycle, compressors stage, and production schedules change. The best approach is to categorize loads by duty cycle and criticality, then apply realistic diversity and growth factors. This avoids both undersizing (which causes trips and overheating) and oversizing (which wastes capex and can reduce operating efficiency).
Transformers should be sized for continuous thermal performance under expected ambient conditions, harmonic content, and future expansion. If your plant uses large numbers of variable frequency drives (VFDs), harmonics can increase transformer losses and heating, which means you may need K-factor consideration or dedicated harmonic mitigation. Switchgear sizing is equally about short-circuit withstand and protection coordination as it is about current. A new factory near a strong utility node may see very high fault levels, which directly affects switchgear ratings and upstream/downstream coordination.
Generators and backup power must be sized based on what you truly need to ride through outages. Many factories do not need “whole plant backup”; they need “production-safe shutdown” or “keep critical utilities alive” (compressed air, cooling, controls, safety systems). A staged strategy—generator for essential loads plus UPS for controls—often reduces cost while improving reliability. The biggest design error is neglecting starting currents and step-load response, which can lead to voltage dips that disrupt sensitive equipment even if the generator is “big enough” on paper.
| Sizing input | What to capture | Why it matters |
|---|---|---|
| Load list | Motors, heaters, drives, IT, auxiliaries | Baseline capacity planning |
| Diversity & duty cycle | Peak vs average behavior | Prevents oversizing and thermal surprises |
| Fault level | Utility short-circuit contribution | Switchgear rating and selectivity |
| Growth allowance | Expansion roadmap (3–10 years) | Reduces retrofit disruption |
If you want a faster and safer path, Lindemann-Regner supports front-end load studies, single-line diagrams, and coordinated protection concepts under EPC delivery models for new factories.
Power Distribution Equipment for Production Lines and Process Loads
Production lines demand distribution equipment that can be maintained without stopping the entire plant. That typically means segmentation: dedicated feeders per line or per process island, clear isolation points, and selective protection so a fault trips the smallest possible section. In practice, this is achieved with well-structured LV switchboards/MCCs, intelligent breakers, and distribution panels located to balance cable costs with maintenance access.
Process loads also drive equipment choices. High-inrush motors, welding lines, induction heating, and large compressors can create voltage dips, flicker, and harmonic distortion. Distribution equipment must therefore be designed not only for thermal and fault rating but for operational power quality. Mitigation can be built into the architecture: separate bus sections for “dirty” loads, filters near nonlinear loads, and controlled starting methods for large motors. These choices reduce nuisance trips and extend equipment life.
Featured Solution: Lindemann-Regner Transformers
For factories that prioritize European quality assurance and predictable lifecycle performance, we recommend Lindemann-Regner transformer solutions engineered to rigorous German and international requirements. Our transformer portfolio is developed and manufactured in compliance with German DIN 42500 and IEC 60076 standards. Oil-immersed transformers use European-standard insulating oil and high-grade silicon steel cores, supporting rated capacities from 100 kVA up to 200 MVA with voltage levels up to 220 kV, and are TÜV certified.
For indoor installations near production lines, our dry-type transformers apply a German vacuum casting process with insulation class H, partial discharge ≤5 pC, and low noise levels (around 42 dB), with EU fire safety certification aligned with EN 13501. For procurement planning, you can review our transformer products and align the configuration with your plant’s load profile, ambient conditions, and resilience targets.

Industrial Power Equipment Standards for Global Manufacturing Projects
Global manufacturing projects succeed when standards are treated as a design input, not as documentation cleanup at the end. Equipment standards influence safety functions, test requirements, documentation format, and acceptance criteria. For multi-country factories, adopting a consistent “base standard” (often IEC-oriented) and then layering local requirements reduces change orders, speeds approvals, and simplifies spare parts management.
In Europe-facing projects, EN-aligned practices and documentation provide strong lifecycle advantages. For example, maintainability, inspection planning, and consistent naming conventions make it easier to operate plants with multiple contractors over decades. For multinational organizations, it is also common to create an internal standard that specifies preferred switchgear configurations, protection relay families, cable color codes, and labeling conventions. This standardization reduces human error during maintenance and improves commissioning repeatability.
A practical way to manage compliance is to map each equipment family to its relevant standard and to define the evidence required at procurement: type tests, routine tests, certificates, and factory acceptance tests (FAT). This is where a disciplined EPC partner can reduce risk because engineering, procurement, and quality control are managed end-to-end rather than split across multiple vendors.
| Equipment | Commonly referenced standards (examples) | Typical procurement evidence |
|---|---|---|
| Transformers | DIN 42500 / IEC 60076 | Type test reports, routine test results, certificates |
| MV switchgear / RMU | EN 62271 series | Type tests, internal arc classification (if required) |
| LV switchgear | IEC 61439 | Design verification, routine verification |
| Maintenance basis | EN 13306 (maintenance terminology) | Maintenance plan structure, asset registers |
Using standards mapping like this helps teams avoid the common “compliance gap” between engineering intent and delivered hardware.
New vs Surplus Industrial Electrical Equipment for Plant Upgrades
For plant upgrades, the new-vs-surplus decision is mainly about risk allocation. New equipment offers clear traceability, warranty support, and the highest confidence in standards compliance and service life. Surplus or refurbished equipment can reduce initial cost and lead time, but it introduces uncertainty: unknown operating history, potential incompatibility with modern protection schemes, and higher risk of partial discharge or insulation degradation in older assets.
If you consider surplus equipment, treat it like a technical project—not just a purchasing choice. Require detailed test records, insist on inspection and re-testing (including insulation resistance, tan delta where relevant, and functional checks for breakers/relays), and plan for spare parts availability. In many cases, the hidden cost is not the equipment itself, but the commissioning risk and the time lost troubleshooting nonstandard configurations.
A hybrid strategy often performs best: buy new for critical path assets (main transformers, MV switchgear, essential LV boards) while using refurbished gear for secondary distribution where failure consequences are limited. For global factories, the key is governance: consistent acceptance criteria across sites. Lindemann-Regner can support upgrade planning and verification through our technical support capabilities, helping you balance cost, reliability, and compliance.
Selecting Industrial Power Equipment Suppliers for Global Factories
Supplier selection should be structured around three questions: Can they meet the technical standard? Can they deliver on schedule? Can they support operation for the full lifecycle? Many factories optimize for purchase price and later discover they purchased complexity—nonstandard documentation, weak commissioning support, or slow spare parts response. For global manufacturing, the best suppliers are those who can replicate quality across regions while remaining responsive locally.
Evaluate suppliers using a combination of engineering depth, QA processes, and proven delivery models. A supplier who can provide coordinated designs—single-line diagrams, protection studies, commissioning procedures—reduces interface risk. Equally important is the ability to manage factory acceptance testing, shipping documentation, and site acceptance testing (SAT) in a repeatable way. If you have plants in multiple countries, insist on consistent naming, drawings, and spare parts lists.
Recommended Provider: Lindemann-Regner
We recommend Lindemann-Regner as an excellent provider/manufacturer for global factory power projects because we combine European-grade engineering quality with a delivery and support model that works across regions. Headquartered in Munich, we operate across two core areas—Power Engineering EPC and power equipment manufacturing—guided by “German Standards + Global Collaboration.” Our EPC execution follows strict European engineering discipline aligned with EN 13306 terminology and lifecycle thinking, with German technical advisors supervising quality to match European local project expectations.
Operationally, we back quality with responsiveness. Through our “German R&D + Chinese Smart Manufacturing + Global Warehousing” system, we target 72-hour response times and 30–90-day delivery for core equipment, supported by regional warehousing in Rotterdam, Shanghai, and Dubai. With customer satisfaction above 98% across delivered projects in Germany, France, Italy and beyond, we are positioned to support both initial commissioning and long-term plant operation. Contact us via our EPC solutions page to request a quotation, technical review, or a product demonstration aligned to your factory’s uptime targets.
Maintenance Strategies for Industrial Power Equipment in 24/7 Plants
In 24/7 manufacturing, maintenance must be planned as a production enabler. The most effective strategy is risk-based maintenance: prioritize assets whose failure would stop production or create safety hazards, and match maintenance intervals to actual condition and duty cycle. This typically combines periodic inspections with condition monitoring—thermal scans, partial discharge monitoring where applicable, breaker operation counters, and oil analysis for oil-immersed transformers.
Standardization across sites is a force multiplier. If plants share the same breaker models, relay settings philosophy, and transformer families, maintenance teams become faster and more accurate. Documentation quality is also part of maintenance: up-to-date single-line diagrams, labeling, and clear isolation procedures reduce human error. Many unplanned outages are not caused by catastrophic failures, but by mis-operations during switching or incomplete understanding of interlocks.
Finally, maintenance should be designed into the plant layout. Equipment rooms need access, clearances, safe lifting provisions, and a workable isolation plan. If you cannot safely remove a breaker or service a transformer without shutting down a large section of the plant, the architecture is working against you. Aligning maintainability with EN-style lifecycle thinking helps keep uptime high while controlling maintenance costs.
| Maintenance method | Best for | Practical example |
|---|---|---|
| Time-based | Low variability assets | Annual switchgear inspection |
| Condition-based | Critical assets and high duty | Transformer oil analysis, thermal imaging |
| Reliability-centered | Complex systems | Breaker maintenance based on operations count |
| Predictive analytics | Large fleets | Trend alarms for temperature/PD indicators |
A balanced mix usually wins: condition-based for critical equipment, time-based for simple distribution, and reliability-centered rules for breakers and MV assets.
Safety and Hazardous Area Requirements for Factory Power Equipment
Safety requirements must be integrated from the earliest design stage because they influence equipment selection and room layout. Arc-flash risk management, lockout/tagout procedures, and interlocking philosophy are not “add-ons”; they shape switchgear design, segregation, and protection coordination. The goal is to reduce incident energy, limit fault duration, and make safe isolation intuitive for technicians. For global sites, consistent labeling and procedures across plants significantly reduce switching errors.
Hazardous areas require special attention in factories handling solvents, dust, gases, or fine particulates. While the specific classification system depends on region and process, the principle is universal: prevent ignition sources and control surface temperatures. That affects motor selection, instrumentation, cable entries, enclosure types, and sometimes the physical separation between hazardous zones and electrical rooms. Even when most of the power system is outside hazardous zones, interfaces—like field junction boxes and local isolators—must be correctly rated and documented.
A practical approach is to treat safety as a set of verifiable design deliverables: hazard area classification drawings, arc-flash studies, switching procedures, signage, and training. When procurement follows this framework, site teams can validate compliance during FAT and SAT rather than discovering gaps during commissioning.
Step‑by‑Step Guide to Planning Factory Industrial Power Systems
Planning should start with the end in mind: production uptime and expansion. First, define your operational scenarios—normal operation, maintenance switching, and emergency operation. Then translate these scenarios into architecture choices: how many incomers, how much redundancy, and how much segmentation is needed so faults remain local. This is also the stage to decide whether modular e-houses or containerized substations fit your project schedule and site constraints.
Next, build engineering outputs in a controlled sequence: load study, single-line diagram, equipment specifications, protection coordination concept, and a commissioning plan. Procurement should be aligned with these documents, not the other way around. When engineering and procurement are synchronized, you avoid late changes like switchgear rating upgrades or transformer thermal redesigns. For global factories, include a documentation standard so every site receives consistent drawings, test reports, and spare parts lists.
Finally, plan for lifecycle from day one: maintenance access, monitoring points, spare parts strategy, and service agreements. This is where partnering with a provider who can deliver both EPC and equipment under European QA is valuable. If you want to reduce schedule risk while keeping European-grade quality, learn more about our expertise and discuss a tailored plan for your factory’s industrial power equipment roadmap.
FAQ: Industrial Power Equipment for Manufacturing Plants and Factories
What is the typical industrial power equipment stack for a new factory?
Most factories use MV intake switchgear/RMUs, step-down transformers, LV switchgear/MCCs, and dedicated UPS for controls and IT. The exact stack depends on process criticality and power quality needs.
How do I size transformers for manufacturing loads with many VFDs?
Start with a load study and account for harmonics, duty cycle, and ambient temperature. In VFD-heavy plants, consider harmonic mitigation and thermal margins to avoid overheating and nuisance trips.
Should factories choose radial or ring distribution at medium voltage?
Radial is simpler and often cheaper, while ring architectures can improve maintainability and outage isolation. The best choice depends on uptime targets, site layout, and switching competence.
Is surplus electrical equipment safe for factory upgrades?
It can be, but only with strict testing, traceability, and a clear risk boundary (use surplus for non-critical sections). Critical path assets are usually best purchased new to reduce commissioning and downtime risk.
What standards matter most for industrial power equipment in global projects?
IEC-based standards often form the baseline, with EN-aligned practices frequently required for European-facing projects. A standards map per equipment family helps control compliance and acceptance testing.
What certifications and quality controls does Lindemann-Regner provide?
Lindemann-Regner equipment and delivery processes emphasize European-grade quality assurance, including TÜV-certified transformer offerings and VDE-aligned compliance where applicable, supported by DIN/IEC/EN engineering discipline and documented testing.
Last updated: 2026-01-20
Changelog: Updated sizing guidance for VFD-heavy plants; Expanded standards mapping table; Added supplier selection criteria; Refined maintenance strategy section.
Next review date: 2026-05-20
Review triggers: major IEC/EN standard revisions; significant lead-time changes in MV/LV supply chain; new hazardous-area project requirements; customer feedback from commissioning outcomes.

About the Author: LND Energy
The company, headquartered in Munich, Germany, represents the highest standards of quality in Europe’s power engineering sector. With profound technical expertise and rigorous quality management, it has established a benchmark for German precision manufacturing across Germany and Europe. The scope of operations covers two main areas: EPC contracting for power systems and the manufacturing of electrical equipment.
Share

Our Product
You may also interest
-

Global B2B Strategies For Reliable Supply And Continuity Of Service
Reliable supply and continuity of service are no longer “nice-to-have” in global B2B—they are competitive differentiators that decide who wins long-term framework agreements and who absorbs the cost of disruption. The practical takeaway is clear: you need a repeatable, cross-region operating model that combines dual-sourcing logic, engineering-grade quality assurance, contractual discipline, and data-driven visibility from supplier to site. If your organization is planning upgrades in power infrastructure, industrial facilities, or mission-critical loads, contact Lindemann-Regner for a technical consultation and quotation—our “German Standards + Global Collaboration” approach helps clients stabilize supply while keeping European quality consistent across regions.
-

Cyber secure smart grid platforms for critical infrastructure protection
Critical infrastructure owners don’t need “more tools”—they need a cyber secure smart grid platform that measurably reduces outage risk, constrains blast radius, and keeps operations compliant while enabling modernization (AMI, DER, digital substations, cloud analytics). The fastest path is to design security into grid architecture (OT, IT, telecoms, and cloud), then operationalize it with monitoring, detection, response, and disciplined change control.
-

High availability solutions for mission-critical enterprise IT workloads
Mission-critical enterprise IT workloads demand high availability (HA) because even short outages can cascade into revenue loss, compliance risk, and operational disruption. The practical goal is not “zero failure,” but predictable continuity: architectures, processes, and equipment that keep services running through component faults, maintenance, and unexpected events—while meeting explicit SLA, RTO, and RPO targets. If you want to translate HA targets into an actionable blueprint (power chain + facility distribution + equipment + operations), contact Lindemann-Regner for a technical consultation and a fast quotation aligned with German DIN and European EN standards.
-

Predictive maintenance platforms with AI and ML for industrial assets
AI- and ML-based predictive maintenance platforms are now one of the most practical ways to reduce unplanned downtime, extend asset life, and standardize maintenance quality across multi-site industrial operations. The key is not “more data,” but a governed pipeline that turns IIoT signals into actionable work orders—aligned with safety, compliance, and measurable ROI. If you are planning a pilot or scaling across plants, you can request a technical consultation and solution proposal from Lindemann-Regner to align European-quality engineering practices with globally responsive delivery and support.



